


Precisie stempelen stansinzetstuk
Shenzhen Xincheng Precision Technology Co., Ltd. is gespecialiseerd in ultraprecieze langzame draadvonkbewerking, profielsnijden op microschaal, precisiebewerking van wolfraamcarbide en de productie van precisievormcomponenten. Het bedrijf is uitgerust met uiterst nauwkeurige langzaamdraadvonkmachines, zoals de Sodick AP250L en Seibu MM35HP, evenals automatische inspectiesystemen uit de Keyence IM-serie. Dit stelt ons in staat zeer uitdagende, ultra-precieze microbewerkingsprojecten uit te voeren en u te voorzien van hoogwaardige precisiestans-stansinzetstukken.
Stuur onderzoek
Productomschrijving
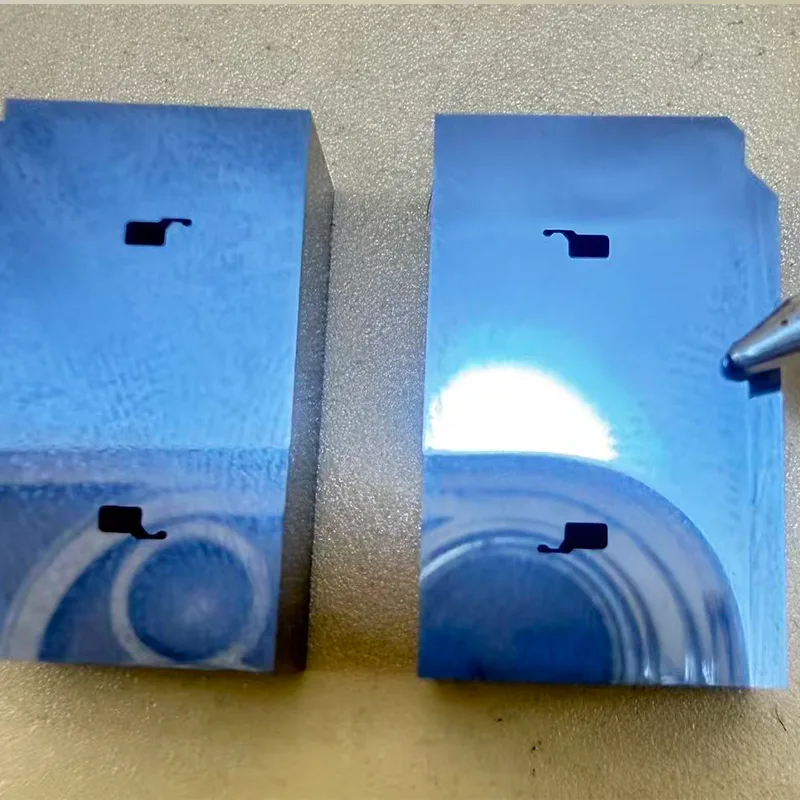
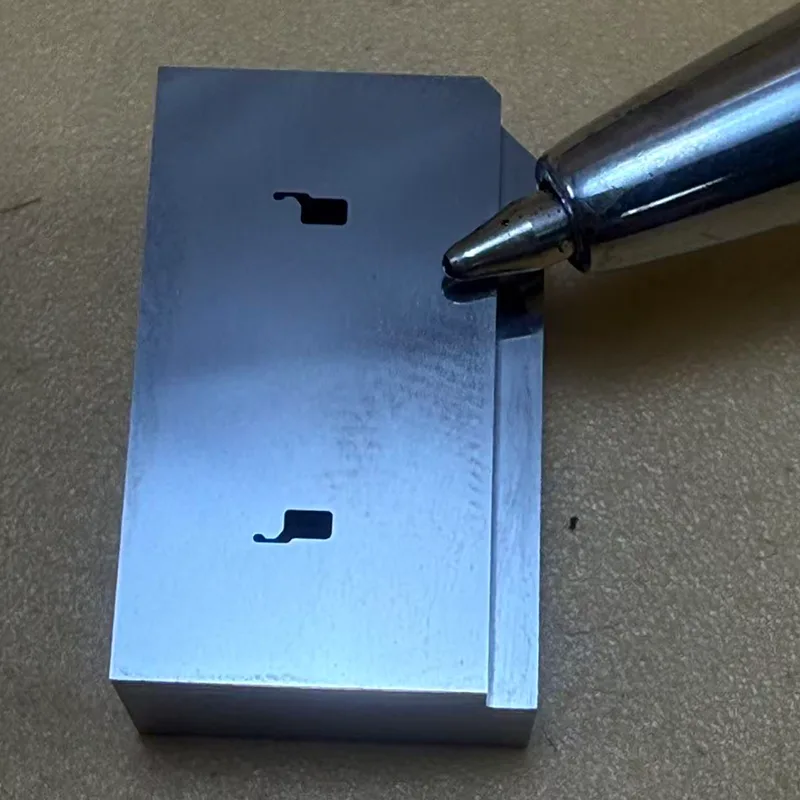
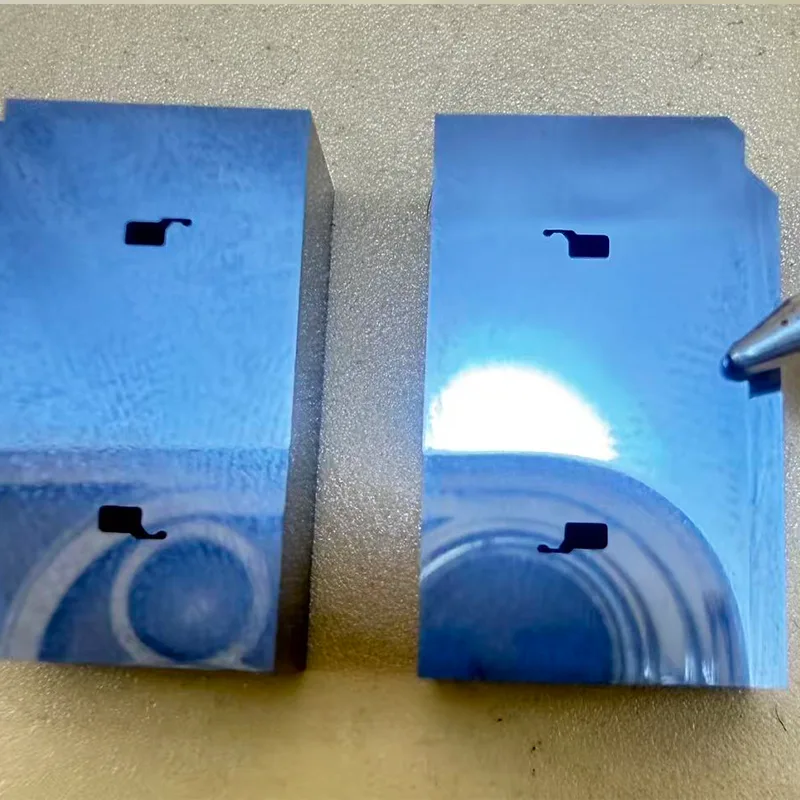
Deze casestudy beschrijft een ultraprecies langzame-draadvonkbewerkingsproject voor een hoogwaardige wisselplaat voor stansstansen. De wisselplaat is vervaardigd uit KD20 gecementeerd hardmetaal (wolfraamcarbide), met een materiaalhardheid van HRA 90–92; het vertegenwoordigt een typisch voorbeeld van een ultra-precieze matrijscomponent met hoge hardheid en hoge brosheid. De geometrie van het product omvat ingewikkelde microprofielen, rechte snijkanten zonder tapsheid en complexe, nauwkeurig taps toelopende structuren. Deze inzetstukken worden op grote schaal gebruikt op het gebied van connectormallen, IC- en halfgeleidermallen, precisiehardware voor nieuwe energietoepassingen en hoogwaardige elektronische stempelmatrijzen.
Bewerkingsparameters
|
Artikel verwerken |
Parameterdetails |
|
Werkstuknaam |
Precisie stempelen snijkantinzetstuk |
|
Verwerkingsapparatuur |
Sodick AP250L Draadvonkmachine |
|
Diameter elektrodedraad |
0,05 mm ultrafijne koperdraad |
|
Verwerkingstechnologie |
1 ruw zagen + 8 afwerken |
|
Apparatuur testen |
Keyence IM-1220 Automatisch beeldmeetinstrument |
|
Werkstukmateriaal |
KD20 Wolfraamcarbide legering |
|
Materiaal hardheid |
HRA 90~92 (ongeveer HRC 69~72) |
|
Dimensionale tolerantiecapaciteit |
±0,001 mm |
|
Externe bewerkingsmethode |
Gecombineerd solide snij- en slijpproces |
|
Rechte bladstructuur |
2 mm hoogte, 0° nulconisch recht mes |
|
Conische snijstructuur |
0,5° blanco conisch snijden met volledige cirkel aan het onderste gedeelte |
Kernbewerkingsprocesvereisten
Het externe profiel wordt verwerkt met behulp van een gecombineerde snij- en slijpstrategie om ervoor te zorgen dat referentieafmetingen nauwkeurig in één enkele bewerking worden vastgesteld, waardoor de algehele assemblageprecisie en referentieconsistentie worden verbeterd.
De interne holte heeft een enkelzijdige bewerkingstoeslag van +0,005 mm. Door middel van meerdere afwerkingsgangen worden de afmetingen geleidelijk benaderd om thermische effecten en dimensionale afwijkingen te minimaliseren.
De interne rechte snijkant, die 2 mm hoog is, wordt strikt gecontroleerd om een tapsheid van 0° (nul) te behouden, waardoor een superieure kwaliteit van het snijoppervlak en een geavanceerde consistentie wordt gegarandeerd.
Het onderste gedeelte van de snijkant is voorzien van een tapsheid van 0,5° over de volledige omtrek (ontlastingshoek) om de stabiliteit van het uitwerpen van schroot tijdens continue stempelbewerkingen te verbeteren.
Elk werkstuk ondergaat een volledige dimensionale inspectie met behulp van een Keyence IM-1220 volautomatisch beeldmeetsysteem, waardoor een gesloten regelsysteem ontstaat tussen bewerking en inspectie.
AP250L + 0,05 mm draad + 1 ruwe snede / 8 afwerkingssnede procescontrole
De bewerking wordt uitgevoerd met behulp van ultrafijn koperdraad van 0,05 mm, waardoor extreem hoge eisen worden gesteld aan de stabiliteit van de apparatuur, controle van elektrische ontladingen en controle van de draadspanning.
Tijdens het bewerkingsproces wordt een strategie toegepast waarbij de afvoerenergie bij elke afwerkingsgang geleidelijk wordt verminderd. Dit omvat één voorbewerkingsgang gevolgd door acht afwerkingsgangen met ultra-lage energie om geleidelijk de interne restspanning in het KD20-wolfraamcarbidemateriaal te verlichten. Meerdere afwerkingsgangen verminderen effectief de dikte van de door elektrische ontlading beïnvloede laag, verbeteren de structurele integriteit van de snijkant en verlengen de slijtvastheid en levensduur van het blad.
Lage-energie padcompensatiecontrole wordt toegepast op microschaalgebieden om het risico van overcutting bij kleine hoeken en thermische schade aan fijne structurele kenmerken te minimaliseren.
Tijdens langdurige bewerkingen wordt prioriteit gegeven aan het handhaven van de stabiliteit van de draadspanning en de uniformiteit van de elektrische ontlading om de risico's van draadbreuk, hoekafbrokkeling en maatafwijking te beperken.
Na acht afwerkingsgangen bereikt de snijkant een braamvrije, instortingsvrije en hoogglans gepolijste, spiegelachtige afwerking.
Uitdagingen bij het bewerken van microstructuren
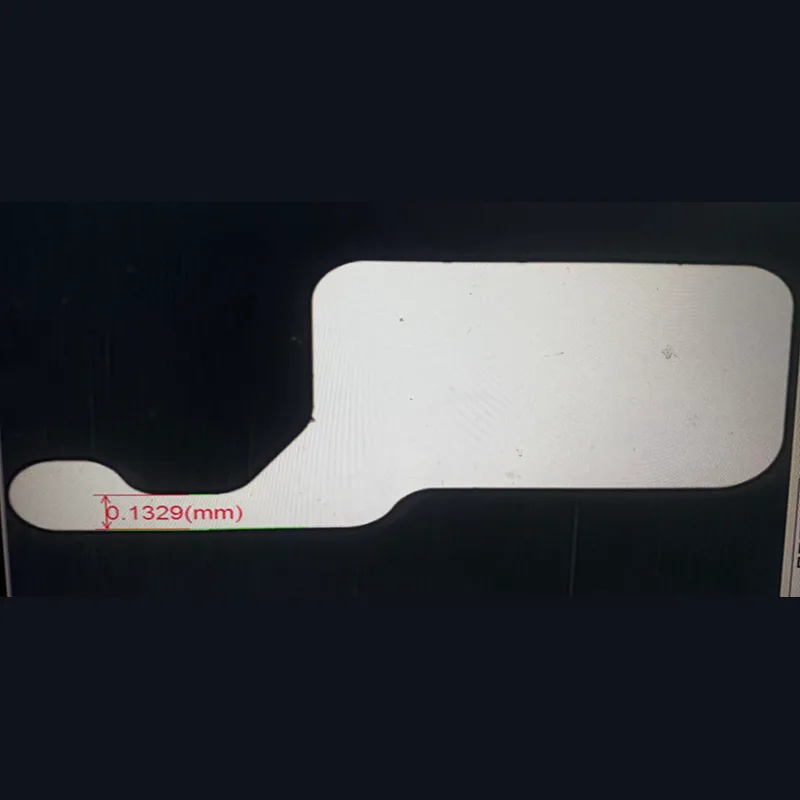
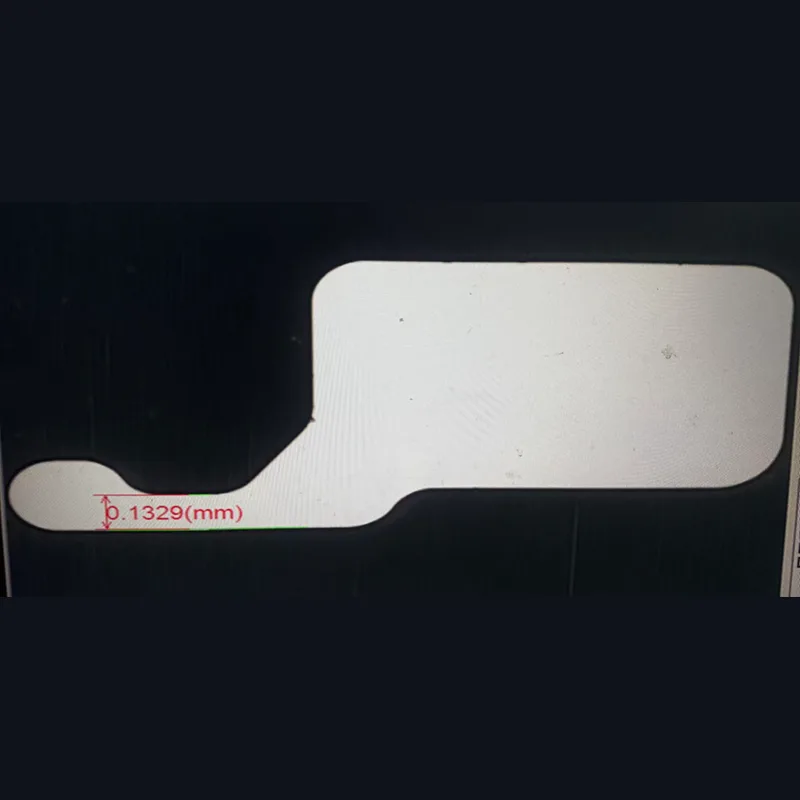
De Precision Stamping Die Cutting Insert is een typisch voorbeeld van een ultraprecieze, microschaal- en complexe geometrische structuur. Het werkstuk heeft ultrakleine interne hoeken, microfijne snijranden, ultrasmalle sleuven en complexe taps toelopende snijgeometrieën, met de fijnste structurele kenmerken van ongeveer 0,1329 mm. Het werkstuk is vervaardigd uit KD20 wolfraamcarbide, een materiaal dat wordt gekenmerkt door hoge hardheid en inherente brosheid. Het stelt extreem strenge eisen aan de controle van de ontladingsenergie, thermische stabiliteit, padcompensatie en gesynchroniseerde conische snijcontrole. Dit is vooral van cruciaal belang bij het gebruik van ultrafijn koperdraad van 0,05 mm, waarbij zelfs de kleinste fluctuatie in de draadspanning de integriteit van de snijkant en de dimensionele stabiliteit van het onderdeel in gevaar kan brengen.
Gecontroleerde bewerkingsomgeving bij constante temperatuur
Tijdens het uiterst nauwkeurige draadvonkproces met langzame aanvoer wordt de werkplaatsomgeving op een constante temperatuur gehouden. Door de schommelingen in de omgevingstemperatuur strikt te beheersen, worden thermische uitzettingsfouten en maatafwijkingen, die doorgaans optreden tijdens langdurige bewerkingen, effectief geminimaliseerd. Dit zorgt voor een consistente dimensionele stabiliteit tijdens de meerdere afwerkingsgangen, waardoor wordt voldaan aan de vereisten voor ultraprecieze bewerking met een tolerantie van ± 0,001 mm.
Kwaliteitscontrole en inspectie met behulp van de IM-1220
Een Keyence IM-1220 volledig geautomatiseerd beeldmeetsysteem wordt gebruikt om geautomatiseerde scaninspecties op micronniveau uit te voeren, waardoor potentiële fouten die gepaard gaan met handmatige metingen effectief worden geëlimineerd.
Belangrijke inspectieparameters zijn onder meer: de afmetingen van interne en externe contouren, enkelzijdige bewerkingstoeslagen, de haaksheid van het snijkantgedeelte van 2 mm, de conische hoek van 0,5° en de oppervlakteafwerking van de snijkant.
Het inspectiesysteem is in staat toleranties tot ±0,001 mm betrouwbaar op te lossen en genereert automatisch gedigitaliseerde kwaliteitsinspectierapporten.
Door gebruik te maken van feedback afgeleid van de inspectiegegevens kunnen bewerkingsparameters en compensatiewaarden verder worden geoptimaliseerd, waardoor een gesloten regelsysteem ontstaat dat de bewerkings- en inspectieprocessen naadloos integreert.
Geavanceerde kwaliteitscontrole
Door middel van meerdere fasen van precisieafwerking met ultra-lage energie blijft de uiteindelijke snijkant scherp, braamvrij, vrij van inzakkende randen en vrij van brandplekken. Tegelijkertijd minimaliseert dit proces effectief het risico op accumulatie van de afvoertextuur en microscopisch kleine randscheurtjes, waardoor de kwaliteit van de gestempelde dwarsdoorsnede wordt verbeterd en de continue levensduur van de Precision Stamping Die Cutting Insert wordt verlengd.
Toepasselijke velden
• Precisie-stempelmatrijzen
• Connectorvormen
• IC-halfgeleidermallen
• Precisie medische componenten
• Precisie elektronische stempelmatrijzen
• Precisiehardware voor nieuwe energietoepassingen
Hottags: Precisie stempelen stansinzetstuk, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Draadvonkonderdelen
Onderdelen voor het stempelen van metaal
Precisiegereedschapsarmaturen
CNC-mechanische onderdelen
CNC-draaibank
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.





